
 En
En
Heim / Nachricht / Blindnietmuttern: Was sie sind, wie man sie richtig montiert und welchen Typ man wählt



Wir begrüßen Sie, uns mit uns zu kontaktieren, und nicht nur Ihren zuverlässigen Lieferanten, sondern auch Ihren türstwürdigen Geschäftspartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
Blindnietmuttern – auch Blindnietmuttern, Gewindeeinsätze, Blindgewindeeinsätze oder Nutserts genannt – sind dünnwandige zylindrische Befestigungselemente mit einem Innengewinde, die nur von einer Seite in ein vorgebohrtes Loch eingebaut werden, ohne dass die Rückseite des Materials zugänglich ist. Nach der Installation bieten sie eine starke, dauerhafte Gewindeverbindungsstelle in Materialien, die zu dünn sind, um allein ein brauchbares Gewinde aufzunehmen, Materialien, bei denen das Gewindeschneiden keine ausreichende Ausziehfestigkeit bieten würde, oder Baugruppen, bei denen die Rückseite der Platte nach der Herstellung völlig unzugänglich ist.
Das Montageprinzip ist einfach, aber mechanisch elegant: Die Nietmutter wird durch das Loch gesteckt, wobei ihr Gewindekörper auf der zugänglichen Seite hervorsteht. Ein Setzwerkzeug greift in das Innengewinde ein und zieht am Schaft, während es den Flansch festhält. Dadurch kollabiert der gewindelose hintere Teil des Körpers und verformt sich nach außen zu einer Ausbuchtung, die beide Seiten des Materials zwischen der Ausbuchtung und dem Flansch festklemmt. Das Ergebnis ist ein festsitzender, nicht rotierender Gewindebefestiger, der dauerhaft im Loch verankert ist. Die installierte Nietmutter kann dann von der zugänglichen Seite aus einen Standardbolzen oder eine Standardschraube aufnehmen, wodurch effektiv eine Mutter an einer Stelle entsteht, an der sonst keine Mutter gehalten werden könnte.
Der technische Wert von Blindnietmuttern Dies zeigt sich am deutlichsten in der Blechfertigung, wo dünne Stahl- und Aluminiumplatten sichere Gewindeverbindungen für Abdeckungen, Halterungen, Griffe und Gerätemontage benötigen, ohne Schweißmuttern oder Käfigmuttern, die einen Zugang zu beiden Seiten erfordern. Sie sind gleichermaßen wertvoll für Verbundplatten, Hohlprofile, Kunststoffgehäuse und alle Strukturen, bei denen die Kombination aus einseitigem Zugang und starkem Gewindeeingriff andernfalls eine Neukonstruktion erfordern würde. Eine gut installierte Blindnietmutter in 2-mm-Stahlblech kann je nach Gewindegröße und Material eine Auszugslast von 3.000–7.000 N und einen Abreißdrehwiderstand von 4–25 N·m bieten – eine Leistung, die geschweißte Muttern erreichen können, an die jedoch kein herkömmliches Gewindegewinde in dünnem Blech herankommt.
Blindnietmuttern werden in verschiedenen Kopfkonfigurationen und Körperprofilen hergestellt, die sich darauf auswirken, wie das installierte Befestigungselement relativ zur Plattenoberfläche sitzt, wie viel Drehmoment es vor dem Durchdrehen aushalten kann und welchen Plattendickenbereich es aufnehmen kann. Die Auswahl des richtigen Gehäusetyps ist ebenso wichtig wie die Auswahl des richtigen Materials und der richtigen Gewindegröße – die Verwendung einer Nietmutter mit flachem Kopf, bei der ein Senkkopf erforderlich ist, oder einer Nietmutter mit glattem Körper, bei der ein gerändelter Körper erforderlich ist, um ein Verdrehen zu verhindern, führt zu einer Installation, die die Designanforderungen nicht erfüllt, unabhängig davon, wie genau sie eingestellt wurde.
Der Flachkopf (auch großer Flansch oder Standardflansch genannt) ist die gebräuchlichste Nietkopfform. Der Flanschdurchmesser ist größer als der Lochdurchmesser, ragt über die Plattenoberfläche hinaus und liegt an dieser an, um die Klemmlast zu verteilen. Nietmuttern mit flachem Kopf werden dort verwendet, wo der Kopf des montierten Befestigungselements nicht bündig mit der Oberfläche abschließen muss – an der Innenseite von Gehäusen, an Strukturhalterungen und bei verdeckten Montageanwendungen. Der große Flanschdurchmesser sorgt für eine gute Auflagefläche gegen das Plattenmaterial, was bei weicheren Materialien wie Aluminiumblech und Kunststoff wichtig ist, wo ein kleiner Flansch bei hoher Schraubenlast durch das Loch ziehen könnte.
Senkkopf-Blindnietmuttern verfügen über einen abgewinkelten Flansch, der so konzipiert ist, dass er bei der Installation in einem Senkloch bündig mit oder unter der Plattenoberfläche sitzt. Dadurch entsteht nach der Installation eine völlig bündige Oberfläche, was bei aerodynamischen Oberflächen, Schiebemechanismen, dekorativen Paneelen und allen Baugruppen, bei denen ein hervorstehender Befestigungskopf funktionell oder ästhetisch inakzeptabel wäre, unerlässlich ist. Der Senkwinkel beträgt typischerweise 90° oder 120° und entspricht den Standard-Senkbohrergeometrien. Bei versenkten Nietmuttern ist vor der Installation ein zusätzlicher Senkvorgang am Loch erforderlich, was einen zusätzlichen Prozessschritt bedeutet. Die daraus resultierende bündige Installation ist jedoch häufig die einzig akzeptable Lösung für die Anwendungsanforderungen.
Blindnietmuttern mit reduziertem Kopf haben einen kleineren Flanschdurchmesser als standardmäßige Flachkopfkonstruktionen und ermöglichen die Installation an Stellen, an denen der Platz zwischen dem Loch und einem angrenzenden Element begrenzt ist – in der Nähe von Plattenkanten, in der Nähe von Schweißnähten oder in Kanälen, in die ein Flansch in voller Größe physisch nicht passen würde. Die reduzierte Auflagefläche des kleineren Flansches führt zu einer geringeren Durchzugsbelastbarkeit bei weichen Materialien. Daher eignen sich Varianten mit reduziertem Kopf am besten für härtere Materialien wie Stahlblech, bei denen die Auflagespannung des Flansches im Verhältnis zur Streckgrenze des Materials geringer ist. Einige Anwendungen verwenden auch ein gerändeltes oder sechseckiges Außenkörperprofil in Kombination mit reduzierten Köpfen, um eine Drehung unter Drehmoment zu verhindern und so den verringerten Flanschgriff des kleineren Durchmessers auszugleichen.
Blindnietmuttern werden in vier Hauptmaterialfamilien hergestellt, die jeweils für unterschiedliche Grundmaterialkombinationen, Umwelteinflüsse und Belastungsanforderungen geeignet sind. Bei der Wahl des Nietmutternmaterials müssen nicht nur die mechanischen Anforderungen der Verbindung, sondern auch die galvanische Kompatibilität mit dem Grundmaterial berücksichtigt werden. Durch die Installation einer Nietmutter aus Stahl in einer Aluminiumplatte in einer Meeresumgebung entsteht eine galvanische Zelle, die das umgebende Aluminium innerhalb von Monaten zerstört.
| Material | Auszugsfestigkeit | Korrosionsbeständigkeit | Kompatible Elternmaterialien | Beste Anwendungen |
|---|---|---|---|---|
| Stahl (verzinkt) | Höchste | Mäßig (innen/trocken) | Stahl, Eisen, Hartkunststoffe | Industriegehäuse, Maschinen, Fahrzeuge |
| Aluminium | Mäßig | Gut (draußen) | Aluminium sheet, thin composites | Luft- und Raumfahrtpaneele, Schiffsbeschläge, Karosserien für Elektrofahrzeuge |
| Edelstahl (A2/A4) | Hoch | Ausgezeichnet | Stahl, Edelstahl, Aluminium (mit Isolator) | Marine, Lebensmittelverarbeitung, Outdoor-Ausrüstung |
| Messing | Mäßig–High | Sehr gut | Kunststoffe, Leiterplatten, Nichteisenplatten | Elektronikgehäuse, Sanitärarmaturen |
Stahlnietmuttern mit Zinkgalvanisierung werden am häufigsten verwendet und bieten die höchsten absoluten Auszugs- und Drehmomentwerte, was sie zur Standardwahl für Stahlblechanwendungen in geschützten oder trockenen Innenräumen macht. Die Verzinkung bietet einen mäßigen Korrosionsschutz, der für Industrieanlagen in Innenräumen ausreichend ist, für längere Außen- oder Küsteneinsätze jedoch nicht ausreicht. Für Außenanwendungen auf Stahlkonstruktionen bieten Nietmuttern aus Edelstahl A2 (304) oder A4 (316) die erforderliche Korrosionsbeständigkeit – Klasse A4 in chloridreichen Meeresumgebungen, wo bei A2 das Risiko einer Spaltkorrosion unter dem installierten Flansch besteht.
Aluminium-Nietmuttern im Aluminium-Grundmaterial sind die galvanisch optimale Wahl für Aluminiumkonstruktionen und -paneele. Aufgrund ihrer im Vergleich zu Stahl geringeren Streckgrenze erzeugen sie beim Einbau eine weichere Ausbuchtung, was bei dünnen oder zerbrechlichen Grundmaterialien von Vorteil sein kann, bei denen die Montagekraft einer Nietmutter aus Stahl die Lochzone verformen würde. Aluminium-Nietmuttern sollten nicht verwendet werden, wenn es sich bei der Klemmschraube um ein Befestigungselement aus hochfestem Stahl handelt, dessen Drehmoment über dem Gewindestreifendrehmoment des weicheren Aluminiumeinsatzes liegt. In solchen Fällen ist eine Nietmutter aus Stahl oder Edelstahl mit entsprechenden galvanischen Isolationsmaßnahmen für die Aluminiumplatte erforderlich.
Blindnietmuttern sind in metrischen Gewindegrößen von M3 bis M16 und in einheitlichen Gewindegrößen von 6-32 UNC bis 3/8-16 UNC erhältlich und decken den gesamten Bereich an Befestigungsgrößen für leichte Bleche bis hin zu mittleren Strukturanwendungen ab. Der Klemmbereich – der Bereich der Dicke des Grundmaterials, den die Nietmutter aufnehmen kann – ist ebenso wichtig wie die Gewindegröße, da eine Nietmutter, die in Material außerhalb ihres Klemmbereichs eingebaut wird, entweder keine richtige Ausbuchtung bildet (zu dick) oder sich zu stark verformt und den Körper spaltet (zu dünn).
Jedes Nietmutternmodell ist für einen bestimmten Klemmbereich konzipiert und umfasst typischerweise 1,5–4 mm Materialstärkenunterschiede innerhalb einer einzelnen Teilenummer. Eine Nietmutter, die für einen Klemmbereich von 0,5–3,0 mm spezifiziert ist, lässt sich korrekt in jedes Blech oder jede Platte innerhalb dieses Dickenbereichs einbauen und bildet eine gleichmäßige Ausbuchtung, die die volle Nennklemmkraft bietet. Das Einsetzen einer Nietmutter mit einem Klemmbereich von 0,5–3,0 mm in 4-mm-Material ist ein häufiger Fehler in der Praxis, der zu einer Installation führt, bei der sich der Körper nicht ausreichend verformt hat, um die Rückseite des Materials zu greifen – die Nietmutter dreht sich bei sehr geringer Belastung oder wird herausgezogen.
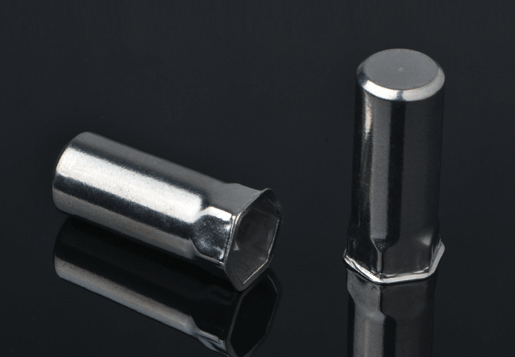
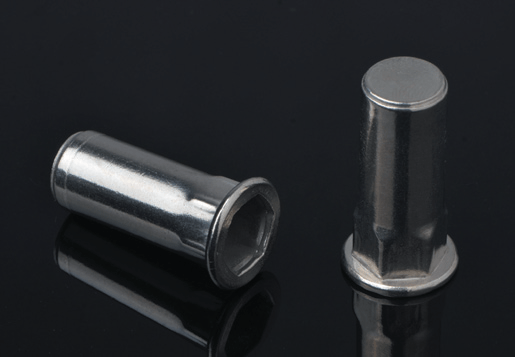
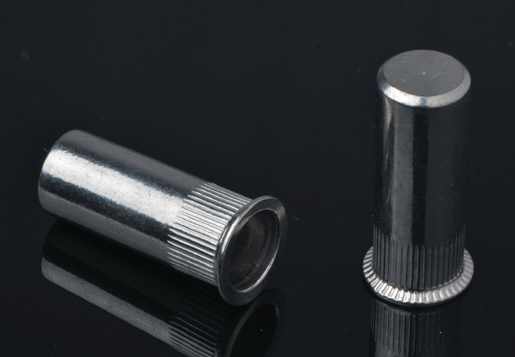
Standard-Nietmuttern mit offenem Ende haben einen Körper mit durchgehendem Gewinde, der sowohl am Flanschende als auch am hervorstehenden (blinden) Ende offen ist. Dies ermöglicht den Durchgang beliebiger Bolzenlängen durch den installierten Einsatz, bedeutet aber auch, dass Flüssigkeiten, Gase und Verunreinigungen in beide Richtungen durch den Nietmutternkörper gelangen können. Bei Anwendungen, die eine Flüssigkeits- oder Druckabdichtung an der Befestigungsstelle erfordern – Überdruckgehäuse, Außengeräte, flüssigkeitsführende Platten – müssen Nietmuttern mit geschlossenem Ende und abgedichtetem Blindende spezifiziert werden. Konstruktionen mit geschlossenem Ende haben die gleiche Außengeometrie und Installationsmethode wie Konstruktionen mit offenem Ende, blockieren jedoch den Durchgang von Flüssigkeit durch den Einsatzkörper und bewahren so die Integrität von Dichtungen oder Dichtstoffen an der Verbindungsschnittstelle, ohne dass zusätzliche Dichtungsmaßnahmen am Befestigungsloch erforderlich sind.
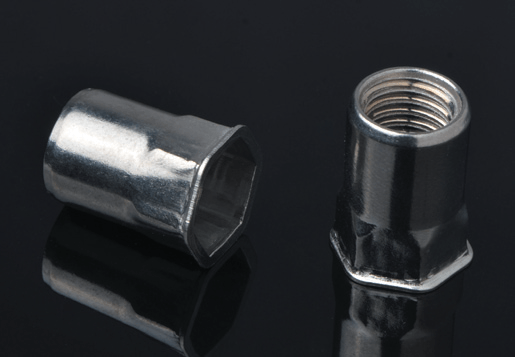
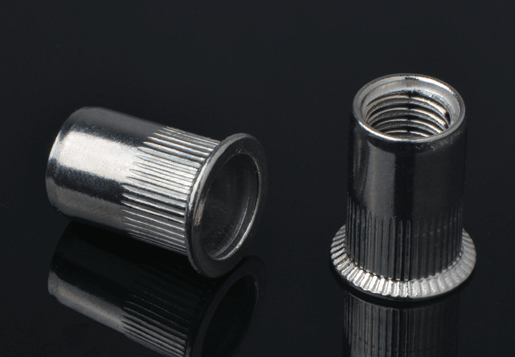
Standard-Blindnietmuttern mit glattem Körper beruhen auf der Reibung zwischen der verformten Körperausbuchtung und dem Plattenmaterial, um der Drehung zu widerstehen, wenn die Gegenschraube festgezogen oder entfernt wird. Bei weichen Materialien – dünnem Aluminium, Kunststoff und Verbundplatten – reicht dieser Reibungswiderstand möglicherweise nicht aus, sodass sich die Nietmutter im Loch dreht, anstatt dass die Schraube festgezogen oder entfernt werden kann. Nietmuttern mit gerändeltem Körper haben Längsverzahnungen oder ein gerändeltes Muster auf der Außenfläche des Körpers, das sich beim Einbau in die Lochwand einschneidet und so für eine positive mechanische Verdrehsicherung unabhängig von der Klemmreibung sorgt. Gerändelte Nietmuttern sind die richtige Spezifikation für alle Anwendungen, bei denen das Grundmaterial weich genug ist, um ein Drehen unter mäßigem Drehmoment zu ermöglichen, oder bei denen die Schraube im Laufe der Produktlebensdauer häufig entfernt und wieder angebracht wird.

Für die korrekte Montage von Blindnietmuttern ist ein Setzwerkzeug erforderlich, das die präzise Kombination aus Zugkraft und Hub aufbringen kann, die zum Formen der Ausbuchtung erforderlich ist, ohne den Körper zu über- oder unterzusetzen. Die Verwendung des falschen Werkzeugs – oder die falsche Verwendung des richtigen Werkzeugs – ist die häufigste Ursache für schwache oder fehlerhafte Nietmutterninstallationen. Die Werkzeugauswahl hängt von der zu verbauenden Gewindegröße, dem Produktionsvolumen und der Zugänglichkeit des Einbauorts ab.
Manuelle Nietmuttern-Setzgeräte nutzen einen Scheren- oder Hebelmechanismus mit zwei Griffen, um die Zugkraft auf das Dorngewinde zu erzeugen und durch mechanische Hebelwirkung die Ausbuchtung zu formen. Sie sind kostengünstig, benötigen keine Stromquelle und eignen sich für den gelegentlichen Einsatz oder Reparaturarbeiten vor Ort an kleinen Gewindegrößen – typischerweise M3 bis M8. Die Beschränkung manueller Werkzeuge liegt in der Ermüdung des Bedieners und in der Inkonsistenz in der Massenproduktion, wo die Installationskraft von Bediener zu Bediener und im Laufe einer Schicht variiert. Bei M10 und größeren Größen übersteigt die erforderliche Zugkraft die, die die meisten Bediener mit einem Handwerkzeug zuverlässig erzeugen können, sodass pneumatische oder batteriebetriebene Werkzeuge erforderlich sind.
Bei pneumatischen Nietmutternsetzgeräten wird mit Druckluft ein Kolben angetrieben, der die erforderliche Zugkraft auf den Gewindedorn ausübt und sich dann umkehrt, um den Dorn freizugeben und den gesetzten Einsatz auszuwerfen. Sie liefern eine konstante Installationskraft, unabhängig von Ermüdung oder Schwankungen des Bedieners, was sie zur Standardwahl für den Einsatz in Produktionslinien macht, wo Hunderte oder Tausende von Nietmuttern pro Schicht installiert werden. Druckluftwerkzeuge sind mit einstellbaren Zugkraft- und Hubeinstellungen erhältlich, die für bestimmte Nietmutterngrößen und -materialien kalibriert werden können, um eine gleichbleibende Installationsqualität über den gesamten Produktionslauf hinweg zu gewährleisten. Für die größten Größen (M12–M16) werden hydraulische Werkzeuge eingesetzt, bei denen der pneumatische Druck allein nicht ausreicht, um die erforderliche Setzlast von 15–25 kN zu erzeugen.
Der Marktanteil batteriebetriebener Nietmuttern-Einbauwerkzeuge hat erheblich zugenommen, da die Lithium-Ionen-Batterietechnologie kabellose Werkzeuge leistungsstark genug gemacht hat, um M8–M12-Nietmuttern mit konstanter Kraft und ohne die Abhängigkeit von Druckluftwerkzeugen von Fluggesellschaften zu installieren. Akku-Werkzeuge eignen sich ideal für Installationsarbeiten vor Ort, für den Außendienst und für Produktionsumgebungen, in denen keine Druckluft verfügbar ist oder die Mobilität der Werkzeuge wichtig ist. Führende Hersteller wie Stanley Engineered Fastening (Marke POP), Gesipa und Böllhoff bieten kabellose Nietwerkzeuge mit einstellbaren Drehmoment- und Hubeinstellungen über die Schnittstelle des Werkzeugs an und bieten eine mit pneumatischen Werkzeugen vergleichbare Installationskonsistenz für die Größen innerhalb ihres Kapazitätsbereichs.
Eine korrekt installierte Blindnietmutter erfordert eine präzise Ausführung bei jedem Schritt – Lochvorbereitung, Überprüfung der Nietmutternauswahl, Kalibrierung des Setzwerkzeugs und Überprüfung nach der Installation. Abkürzungen in jedem Schritt führen zu Verbindungen, die unterhalb ihrer Nenntragfähigkeit versagen, und die Versagensart – Drehen im Loch oder Durchziehen unter Last – ist oft erst erkennbar, wenn die Verbindung getestet wird oder im Betrieb versagt.
Blindnietmuttern kommen in einem außergewöhnlich breiten Spektrum von Branchen und Anwendungen vor, vereint durch die gemeinsame Anforderung einer starken Gewindeverbindung an einer Stelle, an der nur eine Seite des Grundmaterials zugänglich ist. Das Verständnis der spezifischen Anforderungen jedes Anwendungskontexts hilft bei der Auswahl der richtigen Nietmuttervariante – Material, Kopfform, Körperprofil und Gewindegröße – für eine zuverlässige Leistung über die gesamte Lebensdauer des Produkts.
Bei Karosserieteilen, Türrahmen, Instrumententafelträgern, Batteriegehäusen in Elektrofahrzeugen und Anhängerkarosserien werden Blindnietmuttern häufig verwendet, um Halterungen, Verkleidungsteile, Kabelführungsteile und mechanische Komponenten an dünnen Blechen zu befestigen, die nach dem Lackieren nicht geschweißt werden können oder die während der gesamten Lebensdauer des Fahrzeugs wiederholt Komponenten aufnehmen und lösen müssen. Nietmuttern aus Stahl und Edelstahl in den Größen M5–M10 werden am häufigsten in Karosserieanwendungen eingesetzt, während Nietmuttern aus Aluminium in aluminiumintensiven Fahrzeugstrukturen verwendet werden, um Probleme durch galvanische Korrosion zu vermeiden. Die hohen Produktionsvolumina im Automobilbau begünstigen pneumatische und robotergestützte Setzgeräte, die eine gleichbleibende Installationsqualität bei Raten von Hunderten von Nieten pro Stunde liefern.
In Schaltschränken, Server-Racks, Schalttafeln und Gehäusen elektronischer Geräte werden Blindnietmuttern verwendet, um Befestigungspunkte für DIN-Schienen, Kabelrinnenhalterungen, Komponentenmontageplatten und Flügeltüren in dünnen Stahl- oder Aluminiumgehäuseplatten bereitzustellen. In diesen Anwendungen dient die Nietmutter häufig als Ersatz für eine unverlierbare Mutter, wodurch die Notwendigkeit einer separaten losen Mutter an der unzugänglichen Innenseite der Gehäuseplatte entfällt. Nietmuttern aus Messing werden bei Anwendungen mit Leiterplattenmontage oder empfindlicher Elektronik bevorzugt, bei denen die magnetischen Eigenschaften von Stahl die Komponenten beeinträchtigen könnten und bei denen Messing sowohl Korrosionsbeständigkeit als auch eine hervorragende Gewindequalität für die in der Elektronikmontage üblichen Feingewindeschrauben bietet.
Flugzeuginnenverkleidungen, Avionikgeräteschächte, Hubschrauberheckausleger und Flugzeugzellen für unbemannte Luftfahrzeuge (UAV) verwenden Blindnietmuttern aus Aluminium und Edelstahl, um Gewindebefestigungspunkte in dünnwandigen Aluminiumhäuten und Verbundplatten bereitzustellen, wo Nieten keinen Gewindeeingriff ermöglichen würden und Schweißen entweder unpraktisch oder strukturell inakzeptabel ist. Für Anwendungen in der Luft- und Raumfahrt werden Nietmuttern nach NAS- (National Aerospace Standard) oder NASM-Spezifikationen spezifiziert, mit strengeren Maßtoleranzen und Prüfanforderungen als kommerzielle Katalogprodukte. Senkkopfvarianten sind bei aerodynamischen Oberflächenanwendungen Standard, um einen gleichmäßigen Luftstrom über die Plattenoberfläche zu gewährleisten.
Möbelrahmen aus Stahl- und Aluminiumrohren, Ausstellungsregale, Trennwandsysteme und Architekturverkleidungsplatten verwenden Blindnietmuttern zur Befestigung von Beschlägen, Verbindungsklammern, Nivellierfüßen und Strukturverbindern an hohlen oder dünnwandigen Abschnitten, bei denen das Einfädeln des Grundmaterials nicht ausreichen würde und Schweißen nach der Pulverbeschichtung oder dem Eloxieren unpraktisch ist. Die Möglichkeit, Nietmuttern nach der Oberflächenbehandlung anzubringen, ist ein wesentlicher Fertigungsvorteil – Teile können zuerst fertiggestellt und dann mit Nietmuttern versehen werden, ohne die Oberfläche zu beschädigen, im Gegensatz zu geschweißten Muttern, die vor der Endbearbeitung angebracht und während des Beschichtungsprozesses geschützt werden müssen.
Selbst bei korrekter Produktspezifikation scheitern Blindnietmutterninstallationen, wenn die Prozessvariablen nicht kontrolliert werden. Die folgenden Probleme sind für die meisten Feldausfälle und Produktionsqualitätsausfälle verantwortlich und haben jeweils eine eindeutige Grundursache und Präventionsmaßnahme.






")
")
")

Copyright © Steady Industrial Forderers Co., Ltd. All Rights Reserved
